



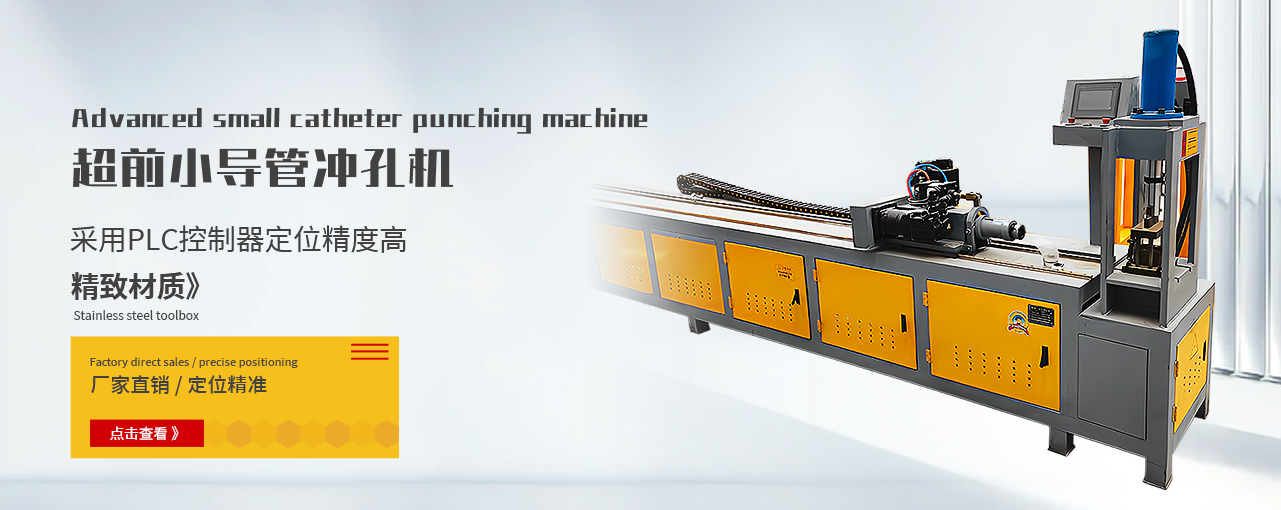
气动夹具夹紧管子后,伺服电机拉动管子归位。然后液压油缸带动冲模对管子进行冲孔作业,每冲一个孔位后,伺服电机会带动管子行进一个孔距,并且自动旋转一下。然后冲模继续对管子进行冲孔,循环作业。设备作业前需要把超前小导管图纸上的孔距、孔位角度、管子长度等数据输入到数控系统。

价格与成本效益:根据预算考虑性价比高的产品,同时也要考虑到长期运行成本(如耗材费用、维修保养等)。

气动夹具夹紧管子后,伺服电机拉动管子归位。然后液压油缸带动冲模对管子进行冲孔作业,每冲一个孔位后,伺服电机会带动管子行进一个孔距,并且自动旋转一下。然后冲模继续对管子进行冲孔,循环作业。设备作业前需要把超前小导管图纸上的孔距、孔位角度、管子长度等数据输入到数控系统。
价格与成本效益:根据预算考虑性价比高的产品,同时也要考虑到长期运行成本(如耗材费用、维修保养等)。







